Demand for SO3 measurements has increased within the last several years, particularly for projects related to the optimization of alkali-based sorbent injections. Utilities have indicated this surge of interest in SO3 is a result of increased use of high sulfur coals, as well as more frequent operation of units at extremely low load. Higher sulfur and lower flue gas temperature (as a result of low unit load) increase the risk of forming ammonium bisulfate, which can foul catalysts and air preheaters. High SO3 concentrations can also lead to duct corrosion, blue plume, and reduced effectiveness of Activated Carbon Injection (ACI) for mercury control. Given the wide variety of problems caused by SO3, it is clear why utilities have expressed great interest in measuring it. These measurements are more complex because they require sampling in challenging environments with significant particulate loading, often including alkaline sorbents, over a relatively broad range of flue gas temperatures. Sorbent traps are designed to provide an easy solution for sampling in these environments and yielding high-quality results.
Many stack testers and utilities are familiar with using the controlled condensate method (Method 8A or CTM 013) for measuring SO3. One version of the sampling system for this method is illustrated in Figure 1. Among the many stack testers using the controlled condensate approach, it is possible to find a wide range of sampling system component designs and operating characteristics, including particulate filtration method, condenser design, sample flow rate and duration, etc.
Figure 1 – Method 8A SOx Sampling Train

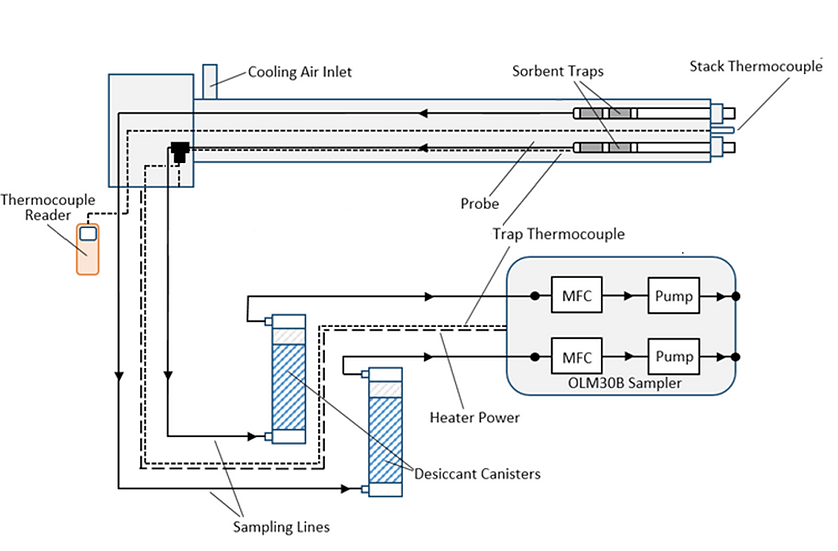
Another method for measuring SO3 is to use Ohio Lumex sorbent traps. The sampling system for this method is illustrated in Figure 2.
Figure 2 – Ohio Lumex Sorbent Trap Sampling System
After development of the sorbent trap method was concluded approximately two years ago, utilities began using traps to address inconsistencies obtained in controlled condensate SO3 measurement results. These utilities were successful in their application of the trap method, and data from many of these projects have been shared throughout the industry. As part of this increased interest in the SO3 sorbent trap method, several utilities funded an Electric Power Research Institute (EPRI) project designed to compare the sorbent trap method with controlled condensate in a controlled lab test environment. The comparison found that the sorbent trap method provides an accurate measurement of flue gas SO3 concentrations and is supported by intrinsic QA/QC, while the controlled condensate method is subject to the potential variable loss of H2SO4 on sample system surfaces upstream of the condenser coil, as well as sample breakthrough of the condenser coil itself. The abstract for EPRI’s report on this study can be found here.
Based on this study, it is clear that the controlled condensate method may produce biased results that are a function of SO3 concentration and method operating practices employed. In the case of this study, condenser coil breakthrough is a legitimate concern. Of greater concern is the lack of any sort of built-in QA/QC measurements to alert the stack tester when there has been a failure of some kind during the sample run. Contrast this with SO3 sorbent traps, which were modeled after EPA Method 30B to include sorbent pair agreement within ±10%, level of sample breakthrough evidenced between two sorbent trap sections in series, and quantification of field spike recoveries as core metrics to validate measurement accuracy. Increasingly, utilities are finding sorbent traps to be the preferred method for accurately measuring SO3.
For more information, contact Jonathan Cross at jonathan.cross@ohiolumex.com.